
Madala hinna, kõrge efektiivsuse ja laialdase rakenduse eelistega on lasertöötlustehnoloogia kaasaegse ajastu kõige arenenum tootmistehnoloogia, mis esindab tulevase töötleva tööstuse arengusuundi.
Kümnete tuhande vatise lasertöötlustehnoloogia rakendamine laiendab ja täiustab rakendusvaldkondi veelgi.Tehnoloogia järkjärgulise valmimise tõttu on turg laialdaselt tunnustanud kümneid tuhandeid vatti laserit.Lisaks vajab riiklik tööstuse uuendamine traditsioonilise protsessi asendamiseks kiiresti täiustatud tehnoloogiat.kümnete tuhandete vatine laser on tõusev trend ja tulevik on käes!

Hiina terasetööstuse tarbimisanalüüsi kohaselt on praegu terase peamised kasutusvaldkonnad ehitus, masinad, autotööstus ja energeetika, millele järgneb laevaehitus ja kodumajapidamises kasutatavad elektriseadmed, enamik neist tööstusharudest kasutab keskmisi ja raskeid plaate.Plasma lõikamine, leeklõikamine, vesilõikamine, traadi lõikamine jne kasutatakse traditsioonilises keskmise ja paksu plaadi töötlemisel.Siiski on mõned probleemid, näiteks plasma ei saa lõigata väikseid auke, halb mõõtmete täpsus, suur termiline mõju, ei saa lõigata väikseid osi, laiad pilud ja jäätmed;leeklõikamisel saab lõigata ainult süsinikterast, mitte värvilisi metalle ja lõikamiskiirus on aeglane;veelõikus saastab vee kvaliteeti;traadi lõikamise kiirus on aeglane ja kulumaterjalid on suured;stantsi kadu on suur ja tööriistade maksumus on kõrge.
Traditsioonilised töötlemismeetodid
Juhtum 1: käik
Rakendustööstus: ehitusmasinad, raudteetransiit, automaatikaseadmed jne.

Kümnetel tuhandetel vattidel laserseadmetel on paksude plaatide lõikamisel ainulaadsed eelised ning nende võime töödelda ülitäpseid detaile on samuti äärmiselt tugev.Sama hammasratta tooriku puhul (nagu on näiteks näidatud järgmisel joonisel) muudab plasmalõikamisel tekkiv kõrge temperatuur hammasratta terava nurga passiivseks ning lõikeotspind on kare ega ole madala täpsusega sile, seetõttu tuleb freesimine. masin peab teist korda lõpetama ümarnurga hammasratta töötluse teravnurkhammasrattaks.Terava nurga saab korraga välja lõigata, kasutades kümneid tuhandeid vatti laserlõikamist, ja sektsioon on sile, mis vastab kosmosetööstuse, elektrienergia seadmete, naftaseadmete ja autotööstuse ning muude kõrge täpsusega tööstusharude nõuetele.
Näidis: 500 mm läbimõõduga hammasratas, paksus 12 mm, süsinikteras, R1 mm teravnurk, 42 teravat nurka;
| Töötlemise meetod | Traditsiooniline töötlemine | 12KW laser | 20 kW laser |
| Vajalik varustus | 300A plasmalõikamisseadmed, jämedusmasin, freespink | Kümned tuhanded vatised laserseadmed | Kümned tuhanded vatised laserseadmed |
| Vajalik personali arv | 2 inimest | 1 inimene | 1 inimene |
| Nõutav töötlusasend | 3 liiki | 1 | 1 |
| Kas sekundaarne töötlemine on vajalik | Teine lihvimine, viimistlemine | Otsene moodustamine | Otsene moodustamine |
| Lõikekiirus | 3,9 m/min 3,9 m/min | 5,5 m/min 5,5 m/min | 8,5 m/min 8,5 m/min |
| Töötlusaeg | 227 min5s (plasma lõikamine: 2min6s + lihvimine: 38S + freesimisnurk: 2min21s + jaama teisaldamine ja lahtivõtmine: 22min) | 1 min 30 s 1 min 30 s | 58s 58s |
| Töötlemiskulu | 8,47 jüaani (plasma + jämedusmasin + freespink + 2 töötundi, ühikuhind: 1,03 jüaani / m, kontuuri pikkus: 8,22 m) | 1,62 jüaani (ühiku hind: 0,197 jüaani / m, kontuuri pikkus: 8,22 m) | 1,37 jüaani (ühiku hind: 0,167 jüaani / m, kontuuri pikkus: 8,22 m) |
Juhtum 2: alumiiniumist kardina sein, alumiiniumakna kaunistus
Kasutusvaldkond: ehitus- ja kardinaseinatööstus

Keerulise graafika puhul ei saa traditsioonilist töötlemismeetodit korraga lõpule viia, mis nõuab mitme seadme ja tehnoloogia kombineerimist ning tulemus on sageli ebarahuldav.Paindlik lasertehnoloogia suudab aga ühe seadmega töödelda mis tahes graafikat ning kiirus ja efekt on traditsioonilistest töötlemismeetoditest kõrgemad.Võttes näiteks paksu plaatmetallist kardina seina joonise (näidisena järgneval joonisel olev toorik), nõuab 10–25 mm plaadipaksusega alumiiniumist kardina seina ja aknakaunistuse traditsiooniline töötlemismeetod graveerimismasina ja traadi lõikamise kombinatsiooni. .Graveerimismasin ei saa teravaid nurki teha ja traadi lõikamise hind on kõrge, efektiivsus on äärmiselt madal ja suurus on piiratud.Kui kasutatakse kümneid tuhandeid vatti lasertöötlust, saab ühe seadme korraga valmis teha suure kiirusega, madala hinnaga, hea pinnaviimistlusega ning töödelda ka mitmesuguseid suuremahulisi keerulisi mustreid.
Näidis: aknakaunistus alumiiniumisulamist, paksus 12 mm, ebakorrapärane joonis
| Töötlemisrežiim | Traditsiooniline töötlemine | 12KW laser | 20 kW laser |
| Vajalik varustus | Graveerimismasin + traadi lõikamismasin | Kümned tuhanded vatised laserseadmed | Kümned tuhanded vatised laserseadmed |
| Vajalik personali arv | 2 inimest | 1 inimene | 1 inimene |
| Nõutav töötlusasend | 2 liiki | 1 | 1 |
| Kas sekundaarne töötlemine on vajalik | Vajab sekundaarset töötlemist (murdmine, õli saastumine) | Otsene vormimine ilma lihvimiseta | Otsene vormimine ilma lihvimiseta |
| Lõikekiirus | Graveerimismasin: sügavus 0,3 mm, ettenihke kiirus 1 m/min, traadi lõikamine 2000 mm²/h | 2,5 m/min | 4,5 m/min |
| Töötlusaeg (12 mm alumiiniumisulam, töötlemisaeg meetri kohta) | Graveerimismasin: 40 min Traadi lõikamismasin: 2h | 24s | 13s |
| Töötlemiskulu (jüaani/m) | Graveerimismasin: 40 jüaani (ühiku hind: 60 jüaani / tund) Traadi lõikamismasin: 20 jüaani (ühiku hind: 10 jüaani / tund) | 0,52 jüaani | 0,34 jüaani |
Juhtum 3: läbiva ava ketas
Rakendustööstus: nafta, maagaas, metallurgia.
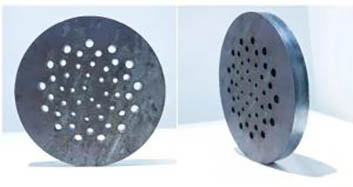
Traditsiooniline töötlemistehnoloogia peab töötlemise abistamiseks kasutama vormi ja lõikurit, mis piirab mõne graafika töötlemist.Kui graafilised andmed muutuvad, tuleb vorm ümber teha.Vormi hind on kõrge, muutmisaeg pikk ja seda ei saa korraga vormida.Lasertöötlusel on aga suur paindlikkus, see võib töödelda suvalist graafikat ja toote disaini vastavalt kliendi vajadustele igal ajal muuta ning töötlemise kvaliteet on kõrge.Väikeste aukude lõikamisel (nagu näiteks järgmisel joonisel) saab plasmalõikeava minimaalne läbimõõt olla ainult ligikaudu võrdne plaadi paksusega, st 25 mm paksust terasplaati saab töödelda ainult augu läbimõõt on 25 mm või suurem;samas kui kümnete tuhandete laserlõikamisega töödeldud augu minimaalne läbimõõt võib ulatuda 20% töödeldud plaadi paksusest, see tähendab, et 25 mm paksust terasplaati saab töödelda 5 mm ava läbimõõduga, mille saab paksust välja lõigata. plaatmetallist erineva avaga korraga.
Näidis: 500 mm läbimõõduga ketas, paksus 25 mm, materjal süsinikterasest, töötlemine 4, 6, 8, 10 mm otse läbivad augud, 50 tk;
| Töötlemise meetod | Traditsiooniline töötlemine | 12KW laser | 20 kW laser |
| Vajalik varustus | 300A plasmalõikamisseadmed, jämedusmasin, freespink, puurmasin | Kümned tuhanded vatised laserseadmed | Kümned tuhanded vatised laserseadmed |
| Vajalik personali arv | 3 inimest | 1 inimene | 1 inimene |
| Nõutav töötlusasend | 4 tüüpi (vahetage 4 tüüpi puuriterasid) | 1 | 1 |
| Kas sekundaarne töötlemine on vajalik | Teine lihvimine, viimistlemine | Otsene moodustamine | Otsene moodustamine |
| Lõikekiirus | 1,9 m/min | 1,1 m/min | 1,5 m/min |
| Töötlusaeg | 56 min6s (plasma lõikamine: 4min14s + lihvimine: 38S + freesimine vertikaal: 1min34s + puurimine: 16min40s + jaama teisaldamine ja lahtivõtmine: 33min) | 7 min 19s | 5 min 22s |
| Töötlemiskulu | 52,23 jüaani (plasmalõike ühiku hind: 1,42 jüaani / m, väliskontuuri pikkus: 1,57 m, augu ühiku hind: 1 jüaan / tk, 50 tk) | 9,18 jüaani (ühiku hind: 1,14 jüaani / m, kontuuri pikkus: 8,05 m) | 8,53 jüaani (ühiku hind: 1,06 jüaani / m, kontuuri pikkus: 8,05 m) |
Kvantiteedi, suure kiiruse, hea kvaliteedi ja madala hinna kombinatsioon on tootlikkus.Töötleva tööstuse jaoks tähendab kõrge tootlikkus kõrget efektiivsust ja madalaid kulusid, mis põhinevad kõrgel kvaliteedil.
Postitusaeg: märts 05-2021